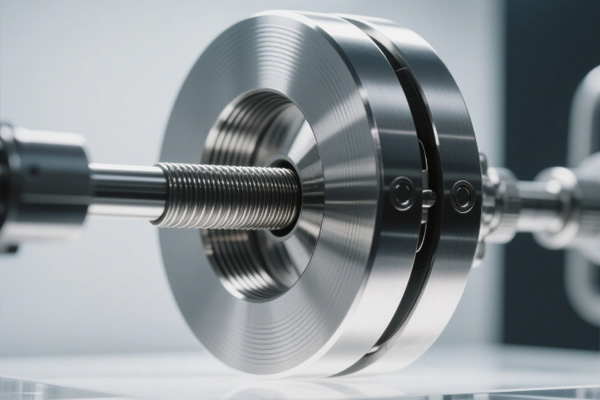
精密减速器作为工业机器人的“关节核心”,承担着动力传递、减速增矩、精度定位的关键作用,其加工精度直接决定机器人的运动精度、负载能力与运行稳定性。机器人精密减速器(如谐波减速器、RV减速器)结构复杂、零部件精度要求极高,齿轮、摆线轮、行星架等核心零件的尺寸公差需控制在微米级,形位公差需达到IT4-IT6级,且需具备良好的耐磨性、抗疲劳性,这对加工工艺与精度控制提出了严苛挑战。当前,我国工业机器人产业向高端化转型,优化精密减速器加工工艺、完善精度控制体系,成为突破核心零部件加工瓶颈、提升国产机器人竞争力的关键路径。
机器人精密减速器加工具有工艺复杂、工序繁多、精度要求严苛的特点,传统加工工艺存在工序安排不合理、切削参数粗放、特种工艺管控不足等问题,易导致零件加工误差过大、性能不稳定,难以满足高端机器人的使用需求。工艺优化需立足减速器核心零部件结构特点,围绕“提质、增效、降差”目标,从工艺路线、切削参数、特种工艺三个核心维度发力,构建科学高效的加工工艺体系,为精度控制奠定基础。
工艺路线优化是精密减速器加工工艺优化的核心,核心是实现“工序集约化、流程合理化”,减少装夹次数与加工误差。以RV减速器摆线轮加工为例,传统工艺采用“粗车-半精车-热处理-精车-磨削”的分散式路线,多次装夹易导致定位偏差,影响摆线轮廓精度。优化后采用“一体化复合加工”路线,利用五轴复合加工中心,实现“粗车-半精车-精铣摆线轮廓”一次性装夹完成,减少装夹次数从4次降至1次,定位偏差控制在0.002mm以内,大幅提升轮廓精度与加工效率。同时,合理规划热处理工序,将热处理安排在粗加工之后、精加工之前,通过时效处理消除加工内应力,避免后续精加工产生变形,确保零件尺寸稳定性。
切削参数优化是降低加工误差、提升零件表面质量的关键手段。机器人精密减速器核心零件多采用高强度合金钢、硬质合金等耐磨材质,传统切削参数存在切削速度不合理、进给量过大、切削深度不均等问题,易导致零件表面出现毛刺、划痕,且加工变形明显。结合零件材质与加工工序,采用“高速精密切削”理念,优化切削速度、进给量与切削深度的匹配关系:精加工阶段,将切削速度提升至800-1200m/min,进给量控制在0.05-0.1mm/r,采用小切削深度(0.1-0.2mm)多次切削,减少切削力与切削热产生的变形;同时,选用专用切削刀具,如金刚石涂层刀具、立方氮化硼刀具,提升刀具耐磨性与切削精度,延长刀具使用寿命,减少刀具磨损带来的加工误差。
特种工艺优化是补齐精密减速器加工短板的重要支撑。谐波减速器的柔轮、RV减速器的针齿套等零件,需通过磨削、抛光、渗碳淬火等特种工艺加工,确保其表面精度与力学性能。磨削工艺优化中,采用“精密无心磨削”技术,搭配在线检测装置,实时调整磨削参数,将零件表面粗糙度控制在Ra0.1μm以下,圆度误差≤0.001mm;渗碳淬火工艺优化中,精准控制渗碳温度(900-950℃)与保温时间(2-3h),采用分级冷却方式,避免零件淬火变形,同时提升零件表面硬度(HRC 60-65)与耐磨性,满足长期高速运行需求。
加工工艺优化是精度控制的前提,而完善的精度控制策略则是确保工艺落地、稳定加工精度的核心保障。结合机器人精密减速器加工特点,需构建“全流程、多维度、智能化”的精度控制体系,覆盖原材料、加工过程、成品检测全环节,实现误差的精准识别、有效控制与闭环管理。
原材料精度控制是精度管控的源头防线。精密减速器核心零件对原材料的纯度、均匀性要求极高,原材料的杂质、成分偏差会直接导致加工变形与精度失效。需严格遵循GB/T 3077、ASTM A29等标准,对原材料进行严格检测:采用光谱分析技术检测化学成分,杜绝有害杂质超标;通过金相分析检测原材料组织均匀性,确保无疏松、裂纹等缺陷;对原材料进行预加工时效处理,消除内应力,提升材质稳定性,从源头减少加工误差。
加工过程精度控制是精度管控的关键环节,需实现“实时监测、动态调整”。搭建智能化加工监控系统,在加工设备上安装力传感器、温度传感器、振动传感器,实时监测切削力、切削温度、设备振动等参数,当参数超出预设阈值时,系统自动报警并调整切削参数,避免加工误差扩大;强化装夹精度控制,采用柔性装夹、自适应装夹工装,合理控制装夹力,避免装夹变形,如齿轮加工采用胀紧套定位装夹,定位精度可达0.0015mm;定期对加工设备进行精度校准,重点校准机床定位精度、重复定位精度与几何精度,确保设备运行误差在允许范围内,为精度控制提供设备保障。
成品精度检测与误差补偿是精度管控的最后一道防线。配备高精度检测设备,构建多层次检测体系:采用三坐标测量仪、激光干涉仪等设备,对零件的尺寸精度、形位精度进行全面检测,如齿轮的齿距累积误差≤0.005mm,摆线轮的齿廓误差≤0.003mm;采用齿轮测量中心检测齿轮啮合精度,确保啮合平稳、无冲击;建立误差分析与补偿机制,通过统计分析检测数据,识别加工误差来源(如设备误差、刀具误差、装夹误差),针对性制定补偿方案,如通过调整机床参数补偿设备误差,通过刀具磨损补偿调整切削路径,实现加工精度的持续提升。
当前,我国机器人精密减速器加工工艺与精度控制仍面临高端设备依赖进口、核心技术有待突破等问题。未来,需推动加工工艺向智能化、精细化转型,引入数字孪生技术,构建虚拟加工仿真系统,提前模拟加工过程,预判加工误差,优化工艺参数;加强核心技术研发,突破精密磨削、特种热处理等关键技术,提升国产加工设备与刀具的精度水平;同时,完善行业标准体系,统一精密减速器加工精度标准与检测规范,推动行业规范化发展。
总之,机器人精密减速器加工工艺优化与精度控制是一项系统性工程,需立足核心零件结构特点,优化工艺路线、切削参数与特种工艺,构建全流程精度管控体系,实现加工误差的精准控制。唯有持续提升加工工艺水平与精度控制能力,才能突破高端精密减速器加工瓶颈,推动国产工业机器人核心零部件国产化进程,助力我国机器人产业高质量发展。
")
")


